| 品牌名稱: | HPM |
| 産品經理: | 劉先生 Will |
| 電話: | 0755 - 8384 2048 |
| 傳真: | 0755 - 8384 2051 |
| 電郵: | hpm@euro-me.com |
| 國(guó)外(wài)網址: | www.hpmtechnologie.… |
微(wēi)量潤滑——精密高速沖壓的“渦輪”
深圳榮茂貿易有限公司——柳葉舟
·節約60%的油品消耗
·提高50%的生産速度
·100%無殘留潤滑
随着近幾年(nián),汽車、電機、家電、五金(jīn)、儀表、通(tōng)信等行(xíng)業的迅速發展,市場需求量較穩定。因此,對沖壓件不僅在數(shù)量上(shàng),且在品質上(shàng)對零件精度和(hé)表面質量的要(yào)求日益提高。尤其是沖壓行(xíng)業對高效、精密的技術(shù)需求,因此,對高速精密級沖壓機的研制已成必然。正如(rú)上(shàng)海(hǎi)交通(tōng)大學工(gōng)程院阮雪榆院士所講,高速精密沖壓技術(shù)“任重而道(dào)遠”。本文就微(wēi)量潤滑的特性對高速精密沖壓的作(zuò)用提出幾點論證。
微(wēi)量潤滑也叫最小量潤滑,英文為(wèi)Minimal Quantity Lubrication(MQL),是一(yī)種金(jīn)屬加工(gōng)的潤滑方式,即通(tōng)過壓縮氣體(空氣、氮氣、二氧化碳等)與極微(wēi)量的潤滑油混合霧化後,形成微(wēi)米級的液滴,噴射到加工(gōng)區(qū)進行(xíng)有效潤滑的一(yī)種加工(gōng)方法。壓縮空氣的流速一(yī)般是12米/秒,當帶動微(wēi)米級液滴流動時(shí),受油品粘度影響,速度會有所降低(dī),400mm²/s粘度以內(nèi)的油品霧化後,流速不會低(dī)于6米/秒,相當于步距20mm的送料機以1800次/分的超高頻(pín)率工(gōng)作(zuò)時(shí)的平均速度,充分滿足高速沖壓的潤滑需求。有效數(shù)據顯示,高速沖壓機在微(wēi)量潤滑的幫助下(xià),速度可(kě)從(cóng)500次/分提高到800次/分。

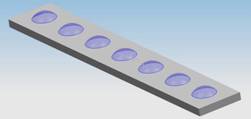
圖1:厚度9mm闆材沖壓——微(wēi)量潤滑解決方案
那(nà)麽,如(rú)何在沖壓設備高速運作(zuò)的狀态下(xià)保障模具內(nèi)凸模的使用壽命,是影響零件精度、質量及效率的主要(yào)因素。而潤滑,是這(zhè)些要(yào)素的關鍵點。衆所周知,高速精密級沖壓設備主要(yào)是通(tōng)過附着在材料表面的油液來降低(dī)沖針的磨損度,而随着沖孔數(shù)量的增多,模具長(cháng)度的加大,材料表面潤滑油的消耗會逐漸形成一(yī)種“供不應求”的狀态,模具後半部沖針的潤滑效果就會捉襟見(jiàn)肘。這(zhè)是因為(wèi)大部分潤滑設備隻能(néng)在給料系統後,進料口前進行(xíng)一(yī)次性的上(shàng)油潤滑,使盡可(kě)能(néng)多的油液覆蓋材料以便其經受更多沖針的“洗禮”。即便如(rú)此,油液在模具後半部分起到的潤滑作(zuò)用還是微(wēi)乎其微(wēi)的,因為(wèi)材料表面過厚的油層在沖剪區(qū)前半部分,會逸散到材料兩側的沖孔中,形成浪費(fèi),這(zhè)些油量是過剩的。受限于材料的寬度、機床空間(jiān)條件,闆材所能(néng)承載的油量有限,且隻能(néng)在上(shàng)表面塗油,遇到部分沖針在凹模內(nèi)的特殊模具,潤滑目的将會更加難以實現;另外(wài),由于沖壓設備在運轉時(shí)的閉合性,普通(tōng)的潤滑設備很(hěn)難在闆材進給的後續行(xíng)程中補充缺失的潤滑油,特别是為(wèi)了(le)迎合沖頭閉合頻(pín)率,随着給料速度的加快(kuài),沖頭的閉合角度會越來越小,開(kāi)角的空間(jiān)也會越來越小。我們的經驗和(hé)實踐證明(míng),盡管大部分精沖機使用的模具都(dōu)配備油槽,但(dàn)是成本較高,且油槽內(nèi)潤滑油的利用存在“真空”區(qū),不如(rú)在材料表面直接潤滑的效果明(míng)顯。
|
傳統潤滑的概念圖 |
德國(guó)惠潤(HPM)微(wēi)量潤滑的概念圖 |
|
滴液、噴槍及滾軸的油耗 |
德國(guó)惠潤(HPM)微(wēi)量潤滑的油耗 |
綜合以上(shàng)高速精密沖壓的潤滑問(wèn)題,我們研究了(le)多種常見(jiàn)的沖壓潤滑設備,并結合這(zhè)些設備的特點,總結出潤滑方式的種類、特點及優劣性,具體如(rú)下(xià):
一(yī)、 點滴潤滑:是最常見(jiàn)的一(yī)種方式,見(jiàn)圖2。适用于粘度較低(dī)的潤滑油,由泵體産生一(yī)定負壓束縛軟管內(nèi)的潤滑油,再将軟管垂挂在送料系統後,材料中心點正上(shàng)方,通(tōng)過重力引力與泵壓的差值來控制油液,以均勻的頻(pín)率滴落在材料上(shàng);為(wèi)使油滴全面擴散至材料表面,使用者一(yī)般會在進料口前為(wèi)材料纏上(shàng)一(yī)圈棉布或海(hǎi)綿,通(tōng)過纖維的傳導性将油滴吸收後再傳輸到材料上(shàng)。
優勢:
1、 安裝成本十分低(dī)廉、操作(zuò)簡單;
2、 常見(jiàn)于小噸位、速度适中、材料較薄的普通(tōng)沖床;
劣勢:
1、對材料寬度的限制:油滴體積一(yī)般是0.05ml左右,與油管的口徑無關,單油管所能(néng)潤滑的材料面積有限;
2、對沖壓速度的限制:油滴頻(pín)率無法太快(kuài),否則會形成“油流”,受到高速前進的材料影響,潤滑的均勻程度無法保證,造成浪費(fèi);而且,“油流狀态”下(xià)潤滑油的消耗是非常大的;
3、由于纖維的不規則性,油液傳輸到材料上(shàng)也會分布不均勻,材料表面一(yī)部分呈現潤滑量不足,在沖針對這(zhè)些區(qū)域進行(xíng)沖剪、拉深等作(zuò)業時(shí),磨損的程度會較平時(shí)大很(hěn)多,造成模具壽命的不穩定性。另一(yī)部分呈現潤滑量過剩,表面過厚的油層通(tōng)過陽膜擠壓會溢散到模具內(nèi)死角,污染外(wài)部工(gōng)作(zuò)台,長(cháng)時(shí)間(jiān)下(xià)來,纖維吸附了(le)粉塵及灰塵後,導緻不純淨的油凝結在機床內(nèi)部,不易清洗,不僅造成油品的浪費(fèi),還會産生額外(wài)的機床維護保養成本。

圖2:典型的點滴式潤滑裝置——微(wēi)型精密産品的高速沖壓
二、 噴槍潤滑:與點滴潤滑結構相似,區(qū)别在于可(kě)以通(tōng)過高壓,将粘度很(hěn)高的油品打在進料口處,可(kě)還是會利用海(hǎi)綿布進行(xíng)擴散處理。
優勢:
1、 可(kě)應對高粘度潤滑油,如(rú)沖壓拉伸油;
2、 适用于一(yī)些需要(yào)熱(rè)處理的油脂、油膏等常溫下(xià)呈固态的潤滑品;
劣勢:
1、 安裝及使用成本比點滴式潤滑設備高,其他(tā)缺陷相同;
2、 使用高粘度潤滑品時(shí),過剩的部分會給機床的清潔帶來更多麻煩。
三、雙夾式滾筒潤滑:油路與海(hǎi)棉布的結合形式。在進料口端,材料上(shàng)下(xià)各有一(yī)圓柱形滾筒,油管終端連接到滾筒內(nèi)部,将滾筒表面包裹的海(hǎi)綿布由內(nèi)到外(wài)的進行(xíng)“濕潤”處理,從(cóng)而達到闆材上(shàng)下(xià)表面的潤滑效果。
優勢:
相比簡單的在材料表面纏一(yī)層海(hǎi)綿布,滾軸潤滑效果較均勻,隻要(yào)保證一(yī)定的注油頻(pín)率,滾軸上(shàng)的油液始終是充足的,且當給料停止時(shí),同步停止注油,由于纖維的吸油性良好,滾軸上(shàng)飽和(hé)的油液也不會滴落形成浪費(fèi)。
劣勢:
1、安裝條件限制:滾軸尺寸根據機床所加工(gōng)的最寬材料尺寸而定,要(yào)求有一(yī)定的安裝空間(jiān),必須保證送料系統與進料口之間(jiān)有一(yī)定的“峽谷式”間(jiān)隙。而為(wèi)了(le)保證更高的送料精度,特别是在精密微(wēi)型産品的沖壓線上(shàng),大部分情況下(xià)材料都(dōu)是緊貼陰模上(shàng)端沿水平方向傳輸,如(rú)圖2所示,隻能(néng)夠從(cóng)上(shàng)面進行(xíng)單面潤滑。這(zhè)種類型的沖床,往往在沖壓後段存在對材料潤滑不足的問(wèn)題。——無法适用于小型高速沖床
2、速度限制:當沖床加快(kuài)到一(yī)定速度後,滾筒的潤滑油消耗會比潤滑油補充速度快(kuài),而且海(hǎi)綿布上(shàng)的油會因離心力作(zuò)用而被“甩出”,造成浪費(fèi)且污染工(gōng)作(zuò)台;另一(yī)原因則是高速的滾動狀态所産生的振動可(kě)能(néng)會影響給料精度。所以,滾筒潤滑一(yī)般隻适用在速度中下(xià)的沖壓設備上(shàng)
四、微(wēi)量潤滑:
作(zuò)為(wèi)世界上(shàng)最早(1945年(nián))從(cóng)事微(wēi)量潤滑的企業,德國(guó)惠潤(HPM)科技有限公司在沖壓領域已為(wèi)全球超過15000家企業提供了(le)專業服務和(hé)解決方案,特别是在汽車、電子及航空行(xíng)業。2009年(nián),德國(guó)惠潤(HPM)公司榮獲德國(guó)TOP100Top-Innovator(德國(guó)頂尖創新獎)。
針對傳統三類潤滑方式的不足之處,我們的解決之道(dào)是:

圖3:控制模塊置于機床外(wài)部

圖4:噴頭組延伸到內(nèi)部對模具或輸送帶實時(shí)潤滑
特點:
1、易操作(zuò):由于采用模塊化設計,德國(guó)惠潤(HPM)微(wēi)量潤滑系統(MQL)可(kě)以單獨或組合應用于多種場合,隻需将噴頭固定在需要(yào)潤滑的加工(gōng)位置即可(kě)。
2、環境保護:我們以綠(lǜ)色制造為(wèi)服務理念,視(shì)工(gōng)人(rén)的健康安全為(wèi)首要(yào)前提,将氣壓控制在1~2.5bar,在保證噴霧速度的同時(shí),降低(dī)了(le)油霧的擴散力,使油霧形成一(yī)層均勻地(dì)油膜附着在材料上(shàng),不會産生浪費(fèi),避免了(le)環境的污染。
3、節約油耗、均勻潤滑:系統電磁閥可(kě)與沖床角度信号實時(shí)聯動,在材料進給時(shí)能(néng)确保精确噴霧。潤滑油的用量一(yī)般僅為(wèi)15~25ml/h,相當于傳統潤滑設備的30%用量。
4、提高産品質量:由于采用熱(rè)阻溫度達350℃的冷(lěng)卻介質,可(kě)有效減小沖針、工(gōng)件及切屑三者之間(jiān)的摩擦,防止粘結,大大延長(cháng)了(le)模具的使用周期,也提高了(le)加工(gōng)産品表面的質量。
5、提高沖壓速度:油霧的傳輸速度最低(dī)可(kě)達到6米/分,即使是瑞士bruderer的超高速精沖機,德國(guó)惠潤(HPM)微(wēi)量潤滑也能(néng)保證闆材的實時(shí)潤滑效果。
6、模內(nèi)噴油:在材料表面潤滑油消耗過多時(shí),我們的噴頭可(kě)以從(cóng)模具外(wài)側向內(nèi)進行(xíng)補充潤滑,這(zhè)也是針對大多數(shù)精沖機的解決之道(dào)。
綜上(shàng)所述,從(cóng)潤滑方式的優點來看(kàn),我國(guó)沖壓領域在對材料的潤滑效果上(shàng)是不斷提高的,更好的潤滑效果意味着模具使用周期更長(cháng),為(wèi)更快(kuài)的沖壓頻(pín)率提供安全保障,使設備有效工(gōng)作(zuò)時(shí)間(jiān)更長(cháng),産品在沖針磨損度低(dī)的情況下(xià)質量更高,企業因而産能(néng)增加。這(zhè)一(yī)切的前提,都(dōu)起源于“理想潤滑效果”的穩定性。
我們從(cóng)劣勢的種種情況可(kě)以看(kàn)出,潤滑設備在演變的過程中,所帶來的問(wèn)題大都(dōu)表現在速率限制、空間(jiān)限制和(hé)維護周期這(zhè)三點上(shàng)。
1、速率限制:是三種潤滑設備共存的問(wèn)題,即當給料或沖軸閉合頻(pín)率過快(kuài)時(shí),潤滑效果呈幾何式下(xià)降,導緻在很(hěn)多擁有先進沖壓設備的企業裏,工(gōng)人(rén)即使面對好的機床,但(dàn)卻不敢開(kāi)的過快(kuài)而損傷模具和(hé)材料。因此,速率限制是造成“理想潤滑效果”不穩定的最大因素。
2、空間(jiān)限制:雙夾式滾筒的雙面潤滑是目前看(kàn)來效果最佳的潤滑設備,能(néng)滿足沖壓行(xíng)業最佳的潤滑效果。然而,滾軸要(yào)求的安裝空間(jiān)較大,一(yī)般隻能(néng)适用在材料寬度較大的高噸位沖壓機上(shàng),在更換較窄材料時(shí),定制的滾軸還會因為(wèi)與材料的接觸面過剩而浪費(fèi)潤滑油。三種潤滑設備都(dōu)僅在進料口處進行(xíng)潤滑,為(wèi)滿足模具內(nèi)部的潤滑需求,潤滑的途徑不應僅局限在進料口的材料表面上(shàng),應該可(kě)以考慮在進給潤滑的同時(shí),向模具內(nèi)部進行(xíng)補充潤滑。
3、維護周期:模具使用久了(le),需要(yào)保養、換模。根據模具的尺寸規格,潤滑油的效果,模具維護周期也不一(yī)樣。優質的沖壓油不僅在潤滑性能(néng)上(shàng)表現較優秀,且在揮發性上(shàng)也很(hěn)理想,便于模具的清洗。模具的使用壽命和(hé)周期越高,企業所需的備用模具數(shù)量就越少(shǎo),更換次數(shù)也越少(shǎo),對生産成本的管控及效率的提升亦起到至關重要(yào)的改善作(zuò)用。
補充潤滑油的速度跟不上(shàng)材料進給的速度,就像後勤跟不上(shàng)主力部隊。“後勤”需要(yào)換一(yī)種“快(kuài)速”地(dì)輸送方式,這(zhè)種輸送方式應該像機車一(yī)樣不被交通(tōng)堵塞所影響,并且,還能(néng)兼容“汽油”、“柴油”等不同的介質。
如(rú)果能(néng)解決此三類困難,那(nà)麽沖壓行(xíng)業必将迎來高效、節約、綠(lǜ)色的新時(shí)代。而這(zhè)個領域,就是微(wēi)量潤滑的專屬領域。
|
圖3:德國(guó)惠潤(HPM)替代傳統潤滑方式——小型高速開(kāi)式沖床 |
為(wèi)了(le)确保沖壓産品的表面光(guāng)潔度,我們HPM自(zì)我研發了(le)SURVOS及SAMNOS水基(無油)潤滑液,針對銅、鋁、鋅、鋼等材料達到100%無殘留效果,可(kě)以省去後續的清洗及甩幹工(gōng)序。同時(shí),考慮到材料寬度、厚度及模具的特殊結構,我們還研制了(le)多種針對複雜(zá)環境的噴條及小型噴頭。
|
360°旋轉型雙噴頭組 |
前端可(kě)延長(cháng)——針對狹小空間(jiān) |
|
噴條覆蓋面積 | |
|
整套TCJ标準型微(wēi)量潤滑系統實物(wù) | |
結束語:
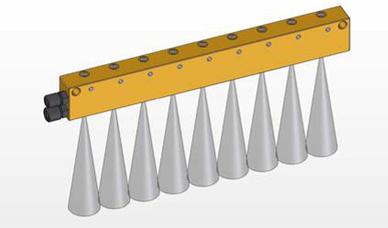
微(wēi)量潤滑系統噴嘴呈15°圓錐角噴出油霧,單個噴嘴能(néng)夠形成300mm²直徑的圓形油膜,最佳工(gōng)作(zuò)距離在100mm至300mm之間(jiān);通(tōng)過提高潤滑油在闆材表面的均勻度,使其在有限平面範圍內(nèi)更持久的發揮潤滑作(zuò)用,是微(wēi)量潤滑系統的基本概念。系統最高可(kě)應對2300mm²/s粘度的油品,經測試,400mm²/s粘度的極壓油,其噴霧速度在6m/s左右,充分滿足高速進給或大步距進給的潤滑需求。
噴頭耗油量為(wèi)15-25ml/h,節約60%的油品成本。
獨立的噴頭模塊,能(néng)夠固定在模具兩側,并根據角度信号實時(shí)向模內(nèi)注油,對潤滑難以實現的部位進行(xíng)全面潤滑。
更多訊息請(qǐng)登錄about-26-26.html
或聯系 柳先生:0755-83842040 13927406696