|
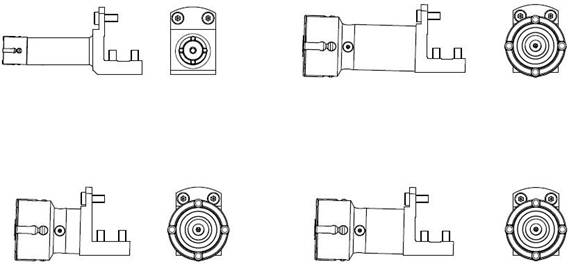
單輥滾光(guāng)刀(滾壓刀),模塊化系統 |
|

|
|
|
|
外(wài)徑模塊化單輥滾光(guāng)刀(滾壓刀) |
|
|
|
技術(shù)數(shù)據(請(qǐng)注意,此信息僅供參考) |
|
加工(gōng)位置 |
|
軸和(hé)端面 |
|
刀具直徑 |
|
最小Ø10mm |
|
滾壓速度Vc |
|
最高150m/min |
|
輥子數(shù)量 |
|
單輥加工(gōng) |
|
滾壓量 |
|
最高1.5mm |
|
進給速度 |
|
0.05~0.3mm/rev |
|
工(gōng)件餘量 |
|
0.01~0.03mm |
|
冷(lěng)卻 |
|
油或乳化液 |
|
工(gōng)件預處理 |
|
車削後表面粗糙度達到Rz5 - 15 µ |
|
內(nèi)徑模塊化單輥滾光(guāng)刀 |
|
|
|
技術(shù)數(shù)據(請(qǐng)注意,此信息僅供參考) |
|
加工(gōng)位置 |
|
軸和(hé)端面 |
|
刀具直徑 |
|
Ø1.5 - 7.8mm |
|
滾壓速度Vc |
|
最高100m/min |
|
輥子數(shù)量 |
|
直徑1.5 - 2.8 mm x 3pcs; 直徑3.0 - 7.8 mm x 4pcs |
|
刀具調整範圍 |
|
+ 0.1 ~ - 0.2 mm |
|
滾壓力 |
|
- 0.01 ~- 0.02 mm |
|
進給速度 |
|
0.2~0.5mm/rev |
|
工(gōng)件餘量 |
|
0.005~0.01mm |
|
冷(lěng)卻 |
|
油或乳化液 |
|
工(gōng)件預處理 |
|
車削或磨削後公差範圍保證在j6以內(nèi),表面粗糙度達到Rz5 - 15 µ |
視(shì)頻(pín)演示1
視(shì)頻(pín)演示2
視(shì)頻(pín)演示3
視(shì)頻(pín)演示4

